
Wire ropes lasts longer thanks to correct lubrication

Many South African mines still use a lubricant that remains on the outside of the wire rope and apply it by hand. “Most of them are unaware of the moisture on the inside, which causes irreparable damage as heat and condensation build up inside of wire ropes,” says ISO-Reliability Partners CEO Craig FitzGerald.
Many opt to place a collar around the rope while it is travelling and apply an extremely thick lubricant that needs to be liquidised over an open flame beforehand, as it is known to remain on the wire rope longer than other greases. “Using these methods can result in accidents, fire and possible loss of life underground,” cautions FitzGerald.
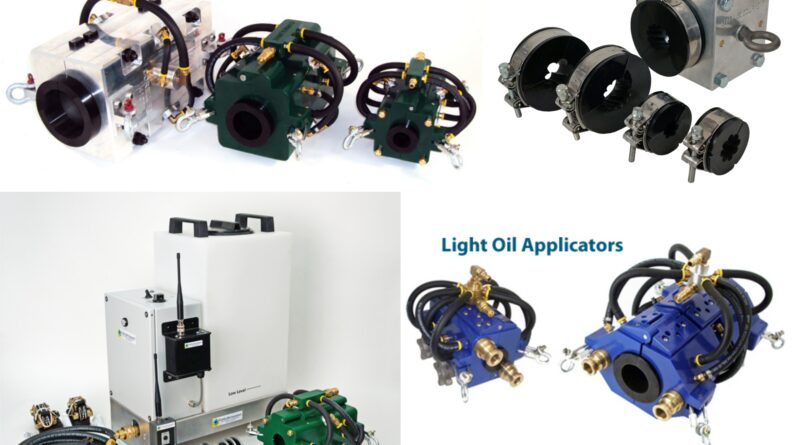
ISO-Reliability Partners offers services such as lubricant and lubricator supply, application and consultation. It distributes Stran/CORE, used in conjunction with Core-Lube, an automated wire rope lubricator, the first ever to not require pressure to distribute the lubricant into the wire rope. Stran/CORE includes additives that fight corrosion, wear and can displace water in the rope’s core.
Wire ropes are provided with certification including a description and categories such as the lay length, steel grade and application for easy identification. Most are made from steel, while the core can be steel, rope or even plastic. In operation, wire ropes are constantly under stress, as they operate over sheaves, which cause fretting corrosion and therefore require lubrication to keep them working properly.
Wire rope strands rub against each other, effectively causing stretching, bending, fretting, fatigue and loss of strength. The different strand sizes and arrangements allow for varying degrees of rope flexibility and resistance to crushing and abrasion. They require lubrication to deal with bending stresses, high groove pressures, moisture and corrosion.
Correct lubrication of wire ropes can significantly extend its operational life regardless of the application. Without proper lubrication, the wire rope corrodes, wears and ages quickly and has to be replaced well before its normal life expectancy.
“A common error in industry is to use a thick coating lubricant,” comments FitzGerald. This will considerably reduce life expectancy of a wire rope due to corrosion causing moisture being trapped on the inside. The outer lubricant coating attracts dirt from the surrounding environment which, in turns, becomes a grinding paste when passing over sheaves and rolling onto the drum.
A number of trials have proven these actions to be time-consuming, costly and counteractive to wire rope protection. The answer is to use a light, fluid lubricant with a strong anti-wear additive pack, capable of penetrating the rope and lubricating each individual strand, while dispelling moisture. A penetrating lubricant allows the inner strands to flex and slide against each other without loss of metallic area or breakage caused by strain.
Friction between the wires and strands of the rope causes internal scratches, while lack of anti-wear additives on the outer wires increases crown wear. Hot weather or direct sunlight plays a part in drying out the rope, enabling moisture ingress. The damage caused by an unlubricated or undersized rope could require regrooving or replacement of the sheaves, which is capital-intensive.
Tensioning is also important, as a well-lubricated rope with poor tensioning will still shorten rope and sheave life. “Lubricant properties should also be reviewed carefully,” stresses FitzGerald. For instance, the most reliable lubricants have no acids or alkaline, are biodegradable, can penetrate between wires and strands, have a light viscosity but a high fluid film strength, resist oxidation and remain pliable.
Wire rope grease comes in different classifications. The thinnest grease is graded at NLGI 000, while the thickest is graded at NLGI 5. Lubricants with higher oil values are better suited for proper rope lubrication. “Safety in the industry is paramount and should not be taken for granted. It is highly recommended to conduct regular non-destructive testing on operational ropes,” adds FitzGerald.
Non-destructive testing uses magnetic flux leakage principles and can determine and measure broken strands, localised flaws (LF) and loss of metallic area (LMA), which sends signals when determining the loss of area, rust or corrosion and continuity on the strands.
“A regular wire rope lubrication programme is essential for the life and health of wire ropes,” says FitzGerald. Regular application keeps ropes and sheaves in good condition and eliminates any future replacement costs. The combination of Stran/CORE with the Core Lube automated lubricator provides an exceptionally high level of lubrication, requiring this task to be done less frequently than current re-lubrication intervals.
Application of the lubricant is automatic, safe, quick, reliable and ensures the rope is coated from the inside-out and all moisture repelled and evaporated. “While it might take seven hours to ineffectively apply the lubricant by hand, it takes an hour and a half to do it with the Core Lube,” says FitzGerald.
The grease is supplied in a self-contained unit and pumped to the collar using brushes on the inside to make sure that the grease is evenly distributed along the wire rope. It is able to accommodate wire ropes from 3.2 mm to 43 mm in size. It is an easy-to-use system that eliminates the mess and inconsistency of applying lubricant to a rope by hand. In addition, the quantity of lubricant going into the wire rope at any speed is controlled. Each brush on the lubricator covers a large range of rope sizes and eliminates the need for a rubber seal for every size of wire rope.
Wire rope deformities can be run through the unit at any angle. It significantly reduces the amount of labour required. Stran/CORE guarantees five times longer lifespan for wire ropes. “Using a coating lubricant is as good as not applying any lubrication to the wire rope, as it does not prevent rust and corrosion from the inside. Current lubrication methods promote tearing and corrosion from contact with external bodies such as dust particles,” says FitzGerald.
After the cable is put into service, relubrication is required due to loss of the original lubricant from loading, bending and stretching of the rope. The Core Lube unit comes with a polyurethane wire rope cleaner to clean the wire ropes before reapplication. The polyurethane cleaner rotates at the speed of the wire rope and conforms to any angle and lay length, while achieving cleanliness in a matter of minutes. “Other groove cleaners on the market do not conform to the different lay lengths of the wire rope and only clean a portion of the rope,” concludes FitzGerald.


